Har xil omillarning plastiklikka va deformatsiyaga chidamliligiga ta'siri. Metallning tuzilishi va xususiyatlariga bosim bilan ishlov berishning ta'siri
Shaklda. 2.9 sovuq deformatsiyaning yumshoq po'latning egiluvchanligi S, valentlik kuchi a b va qattiqligi HB ga ta'sirining grafiklarini ko'rsatadi. Grafiklardan ko'rinib turibdiki, allaqachon 20% ga teng deformatsiyada metallning plastisitivligi 3 baravar kamayishi, qattiqlik va mustahkamlikning taxminan 1,3 ... 1,4 barobar ortishi kuzatiladi. Shuning uchun, sovuq holatda, bu po'latdan murakkab shakldagi zarblarni olish mumkin emas, chunki metall past egiluvchanlik tufayli deformatsiya paytida vayron bo'ladi.
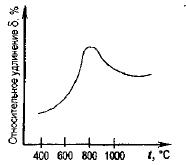
Qayta ishlangan metallarning egiluvchanligini oshirish uchun isitiladi. Haroratning oshishi bilan plastiklik kuchayadi va metallarning deformatsiyaga chidamliligi pasayadi. Misol tariqasida, uglerod miqdori 0,42% bo'lgan po'latning egiluvchanligi 5 va cho'zilish kuchi a ga haroratning ta'sirini ko'rib chiqing (2.10-rasm). Deformatsiya haroratining 0 dan 300 ° C gacha oshishi bilan deformatsiyaga qarshilik biroz oshadi va keyin 1200 ° C da 760 dan 10 MN / m 2 gacha tushadi, ya'ni deyarli 76 marta kamayadi. Ushbu po'latning egiluvchanligi, aksincha, haroratning 0 dan 300 ° C gacha ko'tarilishi bilan avval pasayadi, so'ngra keskin 800 ° C haroratgacha ko'tariladi, keyin biroz pasayadi va yana haroratning oshishi bilan. ortadi. 300 °C da plastiklikning pasayishi hodisasi ko'k mo'rtlik, 800 °C da esa qizil mo'rtlik deb ataladi. Moviy mo'rtlik karbidlarning eng kichik zarrachalarining siljish tekisliklari bo'ylab cho'kishi bilan izohlanadi, bu deformatsiyaga qarshilikni oshiradi va egiluvchanlikni kamaytiradi. Qizil mo'rtlik plastikligi pasaygan ko'p fazali tizimning metallida shakllanishi tufayli paydo bo'ladi. Bu holat to'liq bo'lmagan issiq ish uchun xarakterlidir. Moviy mo'rtlik va qizil mo'rtlik haroratida po'latni deformatsiya qilish ayniqsa istalmagan, chunki zarb qilish paytida ish qismida yoriqlar va natijada mahsulot nuqsonlari paydo bo'lishi mumkin.
Har xil metallar va qotishmalar AT \u003d T b ~ T l aniq belgilangan harorat oralig'ida bosim bilan ishlov beriladi, bu erda T in va T n mos ravishda metall bosimi bilan ishlov berish uchun yuqori va pastki harorat chegaralari hisoblanadi.
Metallning egiluvchanligining pasayishi tufayli T n dan past haroratda deformatsiyalanishi uning buzilishiga olib kelishi mumkin. Metallni T in haroratdan yuqori qizdirish metall strukturasidagi nuqsonlarga, mexanik xossalari va egiluvchanligining pasayishiga olib keladi. Turli metallar uchun bosim bilan ishlov berishning harorat diapazonlari har xil, ammo ularning umumiy tomoni shundaki, metallar qayta kristallanish haroratidan yuqori haroratlarda eng katta plastiklikka ega.
Deformatsiya darajasi va tezligining ta'siri. Deformatsiyaning darajasi va tezligi metallning egiluvchanligi va deformatsiyaga chidamliligiga murakkab ta'sir ko'rsatadi. Bundan tashqari, bu ta'sir ularning qiymatlariga ham, metallning deformatsiyalangan holatiga ham bog'liq - issiq yoki sovuq.
Deformatsiyaning darajasi va tezligi bir vaqtning o'zida metallga mustahkamlovchi va yumshatuvchi ta'sir ko'rsatadi. Demak, deformatsiya darajasining ortishi bilan, bir tomondan, metallning ish qattiqlashuvi ortadi, demak, uning deformatsiyaga chidamliligi ham ortadi. Ammo, boshqa tomondan, deformatsiya darajasining oshishi, qayta kristallanish jarayonini kuchaytirib, metallning yumshashiga va uning deformatsiyaga chidamliligining pasayishiga olib keladi. Deformatsiya tezligiga kelsak, uning ortishi bilan qayta kristallanish jarayonining vaqti kamayadi va shuning uchun qattiqlashuv ortadi. Biroq, deformatsiya tezligining oshishi bilan, deformatsiya paytida metallda ajralib chiqadigan issiqlik miqdori ortadi, bu esa tarqalish uchun vaqt topa olmaydi. muhit va metallning qo'shimcha isishiga sabab bo'ladi. Haroratning oshishi metallning deformatsiyaga chidamliligining pasayishi bilan birga keladi.
Ko'pgina hollarda qo'lda zarb qilingan metall qizdirilgan holatda deformatsiyalanadi va deformatsiya darajasi va tezligining oshishi egiluvchanlikning pasayishiga va deformatsiyaga qarshilikning oshishiga olib keladi.
Stress holati sxemasining ta'siri. Stress holati namunasi egiluvchanlik, deformatsiyaga chidamlilik va umumiy shakllantirish kuchiga sezilarli ta'sir ko'rsatadi.
Deformatsiyalanadigan metallda kuchlanish kuchlanishlari qanchalik baland bo'lsa, uning egiluvchanligi shunchalik pasayadi va unda yoriqlar paydo bo'lishi ehtimoli ko'proq. Shuning uchun, metallni shunday qayta ishlashga harakat qilish kerakki, unda siqilish kuchlanishlari paydo bo'ladi va kuchlanish bo'lmaydi.
Shunday qilib, metall chiziqli kuchlanish sxemasiga ko'ra deformatsiya sharoitida eng past plastiklikka ega (2.6-rasmga qarang, / va 2.7, a ga qarang) va eng yuqori - har tomonlama notekis siqish sxemasiga ko'ra (2.6-rasmga qarang, iii va). 2.11, a). Bir o'qli kuchlanish sharoitida plastik bo'lmagan qotishmalar bir xil bo'lmagan siqilish sharoitida yaxshi deformatsiyalanishi eksperimental ravishda aniqlangan. Masalan, quyma temir taranglik yoki ochiq siqilish paytida (2.5-rasmga qarang) amalda deformatsiyalanmaydi, shu bilan birga 2.11-rasmda ko'rsatilgan sxema bo'yicha P kuchi va P p p orqa bosimi bilan ekstruziya natijasida sezilarli deformatsiyalarga duchor bo'lishi mumkin. , a.

Stress holati sxemalarini bilish juda katta amaliy qiymat. Yuqori qotishma po'latlarni tekis qoliplarda zarb qilishda (2.5-rasmga qarang) ishlov beriladigan qismning barrel shaklidagi yuzasida yoriqlar paydo bo'lishi mumkin. Bu shu bilan izohlanadiki, bu zonada metallning kuchlanish holati o 3 kuchlanish kuchlanishlarining mavjudligi bilan tavsiflanadi. Agar bu ish qismi mandrelda buzilgan bo'lsa (2.11-rasm, b) yoki kesilgan qoliplarda (2.11-rasm, c) zarb qilingan bo'lsa, u holda metall kuchlanish holati sxemasi har tomonlama siqish sxemasiga mos keladi va shu bilan yorilish paydo bo'ladi. shakllanishining oldini olish mumkin.
Zamonaviy zarb va shtamplash ishlab chiqarishda ba'zi issiqlikka bardoshli qotishmalardan qismlarning blankalari faqat ekstruziya yo'li bilan olinadi, chunki boshqa usullar bilan (buzilish, bükme, ochiq shtamplash) qotishmaning yo'q qilinishi kuzatiladi.
1. Kimyoviy tarkibi
Sof metallar eng yuqori egiluvchanlikka ega, eng pasti - kimyoviy birikmalar(dislokatsiya harakati uchun katta qarshilik).
Qotishma qo'shimchalari Cr, Ni, W, Co, Mo - plastisitni oshiradi; C, Si - egiluvchanlikni pasaytiradi.
2. Mikro-, makrotuzilma
Don hajmining kamayishi bilan plastiklik kuchayadi (superplastiklik). Donalarning heterojenligi plastiklikni pasaytiradi.
3. Fazali tarkibi
Eng katta plastiklik bir hil tuzilishga ega metallga ega. turli bosqichlar, ular bir-biriga mos kelmaydigan panjaralarga ega bo'lib, dislokatsiyalarning harakatiga to'sqinlik qiladi va plastiklikni kamaytiradi.
Bundan tashqari, ular turli xil deformatsiyalanadi, bu esa yoriqlar paydo bo'lishiga yordam beradi.
800 ° C dan yuqori haroratlarda plastisitning pasayishi ikkinchi faza - qoldiq ferritning shakllanishi bilan bog'liq. 1000 ° C dan yuqori haroratlarda plastisitning ortishi metallning deformatsiyaga chidamliligining keskin pasayishini ko'rsatadi.
4. Deformatsiya tezligi
Asbobning harakat tezligini yoki deformatsiya tezligini (V, m / s) va deformatsiya tezligini farqlash kerak - vaqt birligiga (u yoki e, s-1) deformatsiya darajasining o'zgarishi. ),
bu erda L - kuchlanishga duchor bo'lgan namunaning asosiy uzunligi; Dl - namunaning absolyut uzayishi Dl=l-L; t - vaqt; V - asbobning tezligi; H, h - deformatsiyadan oldin va keyin mos ravishda tananing balandligi; Ah - mutlaq qisqarish Dh = H-h; R - ishlaydigan rulonlarning radiusi.
Deformatsiya tezligi oshgani sayin plastiklik pasayadi., chunki u harakatlana olmaydi to'g'ri raqam dislokatsiyalar.
Yuqori deformatsiya tezligida plastisitning ortishi metall haroratining oshishi bilan izohlanadi.
5. Atrof-muhit. Ba'zi sirt faol moddalar metallning plastikligini oshiradi (olein kislotasi) - plastik kesishni osonlashtiradi, boshqalari - mo'rt sinish (kerosin) ga yordam beradi.
Shunday qilib, moylash materiallariga e'tibor berish kerak.

Vakuumda yoki o'rtada dumalab olish inert gazlar noyob tuproq elementlari (Nb, Mo, Te) juda mo'rt bo'lgan oksidli plyonka hosil bo'lishiga yo'l qo'ymaydi. Vakuumda dumalaganda gaz tashqariga tarqaladi va metall egiluvchan bo'ladi. AQShda himoya muhiti bo'lgan do'konlar qurilgan. Chirchiq shahrida (Tojikiston) metallurgiya zavodida vakuum yaratiladigan muhrlangan rulonli yig'indili prokat zavodi ishlaydi.
6. Deformatsiyaning fraksiyaliligi
Deformatsiyaning parchalanishining oshishi qotishma po'lat navlarining plastisitivligini oshirishga olib keladi.

Sayyora tegirmonida prokat, deformatsiyaning yuqori darajasi tufayli, deformatsiya darajasining 98% ni olish imkonini beradi. Fraksiyonel deformatsiya metall konstruktsiyaning bir xil bo'lmasligini kamaytirishga yordam beradi, donalarning aylanishini osonlashtiradi. Qayta yuklashda don va chegara zonalari o'rtasidagi qoldiq kuchlanishning pasayishi kuzatiladi,
7. Deformatsiyaning mexanik sxemasi
Plastik deformatsiyaning eng qulay sxemasi uch tomonlama bir xil bo'lmagan siqilish sxemasi hisoblanadi. Boshqa narsalar teng bo'lsa, kuchlanish kuchlanishining pasayishi metallning plastik xususiyatlariga foydali ta'sir ko'rsatadi.
Bir o'qli taranglik sxemasi bo'yicha deformatsiyadan uch tomonlama siqilish sxemasi bo'yicha deformatsiyaga o'tishda nazariy jihatdan metallning plastikligini 2,5 marta oshirish mumkin.
Karmanning marmar va qumtoshlarni bosish bo'yicha klassik tajribalarida yuqori gidrostatik bosim bilan ishlov berilganda marmarning deformatsiyalanish darajasining 68% qiymati buzilmasdan olingan.
gidrostatik bosim
![]()
bu yerda s1, s2, s3 - asosiy bosim kuchlanishlari.
Plastik deformatsiya s1 ~ s3 = st asosiy kuchlanishlarning farqi tufayli yuzaga keladi.
Mo'rt quyma qotishmalarni prokatlashda qirralarning kuchlanish kuchlanishini kamaytirish uchun "ko'ylagi" deb ataladigan narsa qo'llaniladi (prokatdan oldin ish qismi juda egiluvchan metall qobig'iga o'raladi). Bunday holda, qobiqda kuchlanish kuchlanishlari paydo bo'ladi va deformatsiyalanadigan metall yorilishning oldini oluvchi bosim kuchlanishlarini boshdan kechiradi.

Istiqbolli yo'nalish gidroekstruziyadan foydalanishdir - suyuqlik tufayli deformatsiyalanadigan metallda keng qamrovli bir xil bo'lmagan bosim bosimini yaratish (keyinroq muhokama qilinadi).
Haqiqiy jarayonlarda har doim deformatsiya notekisligi (donlar orasida, alohida mahalliy maydonlar orasida) mavjud bo'lib, bu deformatsiya notekisligini keltirib chiqaradi.
8. Masshtab omili
Tananing hajmi qanchalik katta bo'lsa, uning plastik xususiyatlari qanchalik past bo'lsa, boshqa barcha narsalar teng bo'lsa, MMD jarayonlarini ishlab chiqishda va asbob-uskunalarni loyihalashda hisobga olinishi kerak.

05.04.2019
Uzum rezavorlardir qisqa muddat saqlash. Sovutgichda ham u juda tez letargik holga keladi, normal ko'rinishini yo'qotadi. Siz, albatta, uni muzlatib qo'yishingiz mumkin ...
05.04.2019
O'rnatish, ta'mirlash va xizmat ko'rsatadigan kompaniyaning tajribali mutaxassisi...
05.04.2019
Gazli qozon - bu uskuna bo'lib, uning yordami bilan xonani normal isitish uchun zarur bo'lgan issiqlik energiyasi olinadi. Ushbu birliklar ko'pincha ...
05.04.2019
Toshkent metallurgiya korxonasi hududiga asosiy texnologik jihozlarni olib kela boshladilar. MetProm kompaniyalar guruhi yetkazib beruvchi sifatida...
05.04.2019
Kafolatlangan kreditlar paydo bo'lgan birinchi kundan boshlab, qarz oluvchilar katta miqdordagi pulni olish imkoniyatiga ega. eng yaxshi sharoitlar ro'yxatga olish holatiga qaraganda ...
05.04.2019
Bugungi kunda kimyo sanoatida ishlaydigan har qanday kompaniya turli xil protseduralarni amalga oshirishda maxsus jihozlardan foydalanadi, bu erda turli xil ...
05.04.2019
Kanadaning taniqli korporatsiyasi, First Quantum Minerals, joriy yilning qishida Cobre Panama mis xomashyosini qazib olish uchun konni o'tkazdi...
05.04.2019
VVGNG-LS - bu statsionar (turli xil binolarning bir qismi sifatida), shuningdek mobil (qurilish maydonchasi sharoitida) elektr energiyasini ta'minlaydigan quvvat kabeli ...
Plastik - metallning qoldiq deformatsiyani vayronagarchiliksiz idrok etish qobiliyati.
Ba'zan, yuqori egiluvchanlik va deformatsiyaga nisbatan past qarshilik noto'g'ri aniqlanadi. Plastisite va deformatsiyaga chidamlilik bir-biriga bog'liq bo'lmagan qattiq jismlarning turli xususiyatlari.
Shaklni plastik ravishda o'zgartirish qobiliyati barcha qattiq jismlarga xosdir, ammo ularning ba'zilarida u ahamiyatsiz va faqat maxsus sharoitlarda deformatsiya paytida o'zini namoyon qiladi.
Plastisitga ta'sir qiluvchi omillar:
1. Moddaning tabiati: sof metallar yaxshi plastisiyaga ega va metall bilan qattiq eritmalar hosil qiluvchi aralashmalar unda erimaydiganlarga qaraganda plastiklikni kamroq kamaytiradi. Ayniqsa, don chegaralari bo'ylab kristallanish paytida cho'kadigan aralashmalarning plastikligini sezilarli darajada kamaytiradi;
2. Qattiqlashuv: qattiqlashuv bilan birga keladigan o'z-o'zidan qotib qolish hodisasi tufayli metallning plastikligi pasayadi;
3. Harorat: metall haroratining oshishi egiluvchanlikning oshishiga olib keladi. Juda past haroratlar metall mo'rt bo'ladi. Turli metallar uchun har xil bo'lgan harorat oralig'i mavjud. Karbonli po'latda egiluvchanlikning sezilarli pasayishi , deb ataladigan haroratlarda topiladi ko'k mo'rtlik. Bu hodisa sirpanish tekisliklari bo'ylab karbidlarning eng kichik zarrachalarini chiqarish bilan izohlanadi.
Past uglerodli po'latda marganets miqdori etarli bo'lmaganda, c haroratda egiluvchanlikning keskin pasayishi deyiladi. qizil mo'rtlik. Bu hodisa don chegaralari bo'ylab joylashgan FeS evtektikasining erishi tufayli yuzaga keladi.
Plastik xususiyatlarning keskin pasayishiga olib keladi charchash - metallning zonada uzoq vaqt ta'sir qilish natijasida hosil bo'lgan nuqson yuqori haroratlar, eritish haroratiga yaqin, donalarning sirtining oksidlanishi bilan birga, intergranular aloqalarni zaiflashtiradi. Kuyish - tuzatib bo'lmaydigan nuqson.
Plastisitning pasayishi ham kuzatiladi haddan tashqari qizib ketish - metallni yuqori harorat zonasida ushlab turish natijasida hosil bo'lgan nuqson, fazaviy o'zgarishlar hududida donalarning haddan tashqari qo'pollashishi bilan birga keladi. Haddan tashqari issiqlik - olinadigan nuqson va keyingi issiqlik bilan ishlov berish orqali hal qilinadi;
4. Deformatsiya tezligi: metallarni issiq ishlov berishda, ishning qattiqlashuvidan qayta kristallanish jarayonining kechikishi tufayli, tezlikning oshishi plastiklikni pasaytiradi. Sovuq ishlov berish jarayonida deformatsiya tezligining oshishi metallning ajralib chiqadigan issiqlik bilan isishi tufayli egiluvchanlikni oshirishi mumkin;
5. Stress holatining tabiati: Metall hosil qilish nazariyasida mavjud bo'lgan qarashlarga ko'ra, plastik deformatsiyalar siljish kuchlanishlari ta'sirida sodir bo'ladi, mo'rt sinish esa oddiy kuchlanish kuchlanishlari tufayli yuzaga keladi. Stress holatining plastisiyaga ta'sirini gidrostatik bosim qiymatidan aniqlash mumkin: 
Agar gidrostatik bosim oshsa, plastiklik ortadi, agar u pasaysa, plastika kamayadi. Tajriba shuni ko'rsatadiki, stress holatini o'zgartirish orqali hamma narsa mumkin qattiq jismlar egiluvchan yoki mo'rt deb hisoblanadi, shuning uchun plastiklik xususiyat emas, balki materiyaning holati deb hisoblanadi;
^Metallning egiluvchanligiga ta'sir qiluvchi omillar
Plastiklik moddaning tabiatiga bog'liq (uning kimyoviy tarkibi va strukturaviy tuzilish), harorat, deformatsiya tezligi, qattiqlashuv darajasi va deformatsiya momentidagi kuchlanish sharoitlari.
^ Metallning tabiiy xossalarining ta'siri. Plastiklik to'g'ridan-to'g'ri materialning kimyoviy tarkibiga bog'liq. Po'latdagi uglerod miqdori ortishi bilan egiluvchanlik pasayadi. Qotishmani aralashmalar sifatida tashkil etuvchi elementlar katta ta'sirga ega. Qalay, surma, qo'rg'oshin, oltingugurt metallda erimaydi va don chegaralari bo'ylab joylashgan bo'lib, ular orasidagi aloqalarni zaiflashtiradi. Ushbu elementlarning erish nuqtasi past, issiq deformatsiya uchun qizdirilganda ular eriydi, bu esa egiluvchanlikni yo'qotishiga olib keladi. O'rnini bosuvchi aralashmalar plastisiyani oraliq aralashmalarga qaraganda kamroq kamaytiradi.
Plastisite metallning strukturaviy holatiga, ayniqsa issiq deformatsiyaga bog'liq. Mikrostrukturaning heterojenligi plastiklikni pasaytiradi. Bir fazali qotishmalar, ceteris paribus, har doim ikki fazalilardan ko'ra ko'proq egiluvchan bo'ladi. Fazalar bir xil emas mexanik xususiyatlar, va deformatsiya notekis. Yupqa taneli metallar qo'pol donali metallarga qaraganda ancha egiluvchan. Quyma metall prokat yoki zarb qilingan metallga qaraganda kamroq egiluvchan, chunki quyma konstruktsiyada donalar, qo'shimchalar va boshqa nuqsonlar keskin bir xil emas.
^ Harorat effekti . Juda past haroratlarda, mutlaq nolga yaqin, barcha metallar mo'rt bo'ladi. Past haroratlarda ishlaydigan tuzilmalarni ishlab chiqarishda past egiluvchanlikni hisobga olish kerak.
Haroratning oshishi bilan past uglerodli va o'rta uglerodli po'latlarning egiluvchanligi ortadi. Bu don chegarasi buzilishining tuzatilishi bilan izohlanadi. Ammo plastika o'sishi monoton emas. Muayyan haroratlar oralig'ida plastiklikning "qobiliyatsizligi" kuzatiladi. Shunday qilib, sof temir uchun mo'rtlik 900-1000 ° S haroratda topiladi. Bu metalldagi fazaviy o'zgarishlarga bog'liq. 300-400 ° S haroratda plastiklikning pasayishi deyiladi ko'k mo'rtlik, taxminan 850-1000 C haroratda - qizil mo'rtlik.
Yuqori qotishma po'latlar ko'proq sovuq egiluvchanlikka ega . Bilyali po'latlar uchun egiluvchanlik amalda haroratga bog'liq emas. Alohida qotishmalarning egiluvchanligi oshishi mumkin .
Harorat erish nuqtasiga yaqinlashganda, haddan tashqari qizib ketish va haddan tashqari yonish tufayli egiluvchanlik keskin kamayadi. Haddan tashqari qizib ketish oldindan deformatsiyalangan metall donalarining haddan tashqari o'sishida ifodalanadi. Haddan tashqari issiqlik ma'lum bir haroratgacha qizdirish va keyin tez sovutish orqali tuzatiladi. Kuyish bu tuzatib bo'lmaydigan nikohdir. U yirik donalarning chegaralarini oksidlanishidan iborat. Bunday holda, metall mo'rt bo'ladi.
^ Ishning qattiqlashishi va deformatsiya tezligining ta'siri . Qattiqlashuv metallarning egiluvchanligini pasaytiradi.
Deformatsiya tezligining plastiklikka ta'siri ikki barobar. Bosim bilan issiq ishlaganda tezlikning oshishi plastisitning pasayishiga olib keladi, chunki. qattiqlashuv qayta kristallanishdan oldinda. Sovuq ishlov berish paytida kuchlanish tezligining oshishi ko'pincha metallning isishi tufayli egiluvchanlikni oshiradi.
^ Stress holati tabiatining ta'siri. Stress holatining tabiati bor katta ta'sir plastiklik uchun. Siqish kuchlanishlarining rolini oshirish umumiy sxema stress holati plastiklikni oshiradi. Aniq har tomonlama siqilish sharoitida, hatto juda mo'rt materiallarni deformatsiya qilish mumkin. Har tomonlama siqish sxemasi plastik xususiyatlarning namoyon bo'lishi uchun eng qulay hisoblanadi, chunki bu holda intergranular deformatsiya to'sqinlik qiladi va barcha deformatsiyalar intragranular deformatsiya tufayli davom etadi. Cho'zilish kuchlanishlari rolining oshishi plastiklikning pasayishiga olib keladi. Asosiy kuchlanishlarning kichik farqi bilan har tomonlama kuchlanish sharoitida, kesish kuchlanishlari plastik deformatsiyaning boshlanishi uchun kichik bo'lsa, hatto eng egiluvchan materiallar ham mo'rt sinish hisoblanadi.
Plastisite yordamida baholash mumkin. Agar a  ortadi, plastiklik ham ortadi va aksincha. Tajriba shuni ko'rsatadiki, kuchlanish holatini o'zgartirish orqali barcha qattiq jismlarni egiluvchan yoki mo'rt qilish mumkin. Shunday qilib plastiklik xususiyat emas, balki materiyaning alohida holati deb hisoblanadi.
ortadi, plastiklik ham ortadi va aksincha. Tajriba shuni ko'rsatadiki, kuchlanish holatini o'zgartirish orqali barcha qattiq jismlarni egiluvchan yoki mo'rt qilish mumkin. Shunday qilib plastiklik xususiyat emas, balki materiyaning alohida holati deb hisoblanadi.
^
Plastiklik holati
Chiziqli kuchlanish holati uchun plastiklik sharti
Elastiklik holati elastik deformatsiyaning plastmassaga o'tish shartidir, ya'ni. u kuchlanish-siqish diagrammasidagi burilish nuqtasini belgilaydi.
Chiziqli kuchlanish holatida, masalan, namuna cho'zilganida, normal kuchlanish hosil nuqtasiga yetganda, plastik deformatsiya boshlanadi. Ya'ni, chiziqli kuchlanish holati uchun plastiklik holati quyidagi shaklga ega:  .
.
Eslatma: deformatsiya jarayonida  o'zgarishlar. Shuning uchun plastiklik nazariyasida "oqimli kuchlanish" tushunchasi o'rniga "deformatsiyaga qarshilik" tushunchasi qo'llaniladi, ya'ni. ma'lum bir haroratda, ma'lum tezlikda va deformatsiya darajasida bir xil chiziqli taranglik jarayonida namunani plastik holatga keltiradigan o'ziga xos kuch.
o'zgarishlar. Shuning uchun plastiklik nazariyasida "oqimli kuchlanish" tushunchasi o'rniga "deformatsiyaga qarshilik" tushunchasi qo'llaniladi, ya'ni. ma'lum bir haroratda, ma'lum tezlikda va deformatsiya darajasida bir xil chiziqli taranglik jarayonida namunani plastik holatga keltiradigan o'ziga xos kuch.
Hajmi kuchlanish holatida deformatsiyaga qarshilik o'rtasida ham ma'lum bir nisbat bo'lishi kerak  va plastik deformatsiyaning boshlanishi uchun asosiy normal kuchlanishlar.
va plastik deformatsiyaning boshlanishi uchun asosiy normal kuchlanishlar.
^
Maksimal kesish kuchlanishining doimiylik sharti (Sent-Venant plastisitiv holati)
Treska eksperimental ma'lumotlarga asoslanib, plastik deformatsiyaning boshlanishi uchun maksimal kesish kuchlanishi ma'lum bir metall uchun ma'lum, doimiy qiymatga yetishi kerakligini aniqladi. Sen-Venant shu tajribalar asosida plastika shartini chiqardi. U plastik deformatsiyaning maksimal siljish kuchlanishi qiymatga yetganda sodir bo'lishini aniqladi yarmi rentabellik kuchi, ya'ni.  . Lekin
. Lekin  . Bu erdan olamiz
. Bu erdan olamiz  .
.
Shunday qilib, plastika holati Avliyo Venant kabi ko'rinadi:
Plastik deformatsiya asosiy normal kuchlanishlar orasidagi maksimal farq deformatsiyaga qarshilik qiymatiga yetganda sodir bo'ladi, ya'ni. 
Ixtiyoriy o'qlarda plastiklik tenglamasi quyidagi ko'rinishga ega:
Ushbu qonunning eksperimental tekshiruvi nazariya va amaliyot o'rtasidagi 0-16% tafovutni ko'rsatdi. Buning sababi shundaki, tenglama o'rtacha asosiy kuchlanishning ta'sirini hisobga olmaydi  .
.
^
Energiya plastisitivligi holati (Huber-Mises-Genka plastika holati)
Sen-Venantning plastika shartiga ko'ra, tananing elastik holatdan plastik holatga o'tishi o'rtacha kuchlanishga bog'liq emas. M. Xuber, Z. Mizes va G. Genki yangi plastiklik shartini taklif qildilar:
Plastmassa deformatsiyasi kuchlanish intensivligi chiziqli kuchlanish holatida oquvchanlik kuchiga teng qiymatga yetganda sodir bo'ladi, ya'ni. 
Stress intensivligi formulasini almashtirgandan so'ng, biz olamiz
Yoki asosiy stresslarda
Buni chiziqli stress holatida hisobga olgan holda  , olamiz
, olamiz  .
.
Ushbu plastisiya holatini kuchlanish intensivligining doimiyligi yoki siljish kuchlanishining doimiyligi sharti yoki oktaedral kuchlanishlarning doimiyligi sharti deb ham ataladi.
Xuber-Mizes-Genka plastiklik sharti energiya plastisitivligi sharti deb ataladi, chunki u energiya holatidan olingan edi: plastik deformatsiya qachon sodir bo'ladi potentsial energiya tananing shaklini o'zgartirishga qaratilgan elastik deformatsiyaga etadi ma'lum qiymat stress holati sxemasidan qat'i nazar.
Plastisite shartidan kelib chiqadiki, elastiklikdan plastik deformatsiyaga o'tish sharti asosiy kuchlanishlarning mutlaq qiymatiga bog'liq emas, balki faqat ularning farqiga bog'liq. Asosiy kuchlanishlarning bir xil qiymatga ko'tarilishi yoki kamayishi plastik deformatsiyaning boshlanishi shartlarini o'zgartirmaydi, ya'ni. elastik holatdan plastik holatga o'tish sferik tensorga bog'liq emas, balki faqat kuchlanish deviatoriga bog'liq.
Keyingi o'zgarishlar uchun biz o'lchovsiz miqdorni - yo'naltiruvchi stress tensorini kiritamiz:  , ifodalaymiz
, ifodalaymiz  orqali
orqali  :
:  va plastiklik tenglamasini almashtiring:
va plastiklik tenglamasini almashtiring:
O'zgarishlardan so'ng biz quyidagilarni olamiz: 
O  tayinlash
tayinlash  , u holda plastiklik tenglamasi quyidagi ko'rinishga ega bo'ladi:
, u holda plastiklik tenglamasi quyidagi ko'rinishga ega bo'ladi: 
Koeffitsient  olim nomidan Lode koeffitsienti deb ataladi,
olim nomidan Lode koeffitsienti deb ataladi,
Plastiklik tenglamasi eksperimental tasdiqlangan.
Shu darajada  , quyidagi ekstremal holatlar mumkin:
, quyidagi ekstremal holatlar mumkin:
 , keyin
, keyin  va
va  ;
;
 , keyin
, keyin  va ;
va ;
 , keyin
, keyin  va
va  ;
;
bular. Lode koeffitsienti 1 dan 1,15 gacha qiymatlarni oladi. Qachon bo'lsa, plastiklik tenglamasi shaklni oladi  , ya'ni. Sen-Venant plastisitivlik holatiga to'g'ri keladi. Qachon bo'lsa
, ya'ni. Sen-Venant plastisitivlik holatiga to'g'ri keladi. Qachon bo'lsa  , plastiklik shartlari o'rtasidagi nomuvofiqlik maksimal qiymat (taxminan 16%).
, plastiklik shartlari o'rtasidagi nomuvofiqlik maksimal qiymat (taxminan 16%).