Wpływ różnych czynników na plastyczność i odporność na odkształcenia. Wpływ obróbki ciśnieniowej na strukturę i właściwości metalu
Na ryc. 2.9 przedstawia wykresy wpływu odkształcenia na zimno na ciągliwość S, wytrzymałość na rozciąganie a b i twardość HB stali miękkiej. Z wykresów widać, że już przy odkształceniu 20% obserwuje się 3-krotny spadek ciągliwości metalu, wzrost twardości i wytrzymałości o około 1,3 ... 1,4 razy. Dlatego w stanie zimnym niemożliwe jest uzyskanie z tej stali odkuwek o złożonym kształcie, ponieważ metal ulegnie zniszczeniu podczas odkształcenia z powodu niskiej ciągliwości.
Aby zwiększyć plastyczność obrabianych metali podgrzewa się. Wraz ze wzrostem temperatury wzrasta plastyczność i maleje odporność metali na odkształcenia. Jako przykład rozważ wpływ temperatury na ciągliwość 5 i wytrzymałość na rozciąganie a stali o zawartości węgla 0,42% (rys. 2.10). Wraz ze wzrostem temperatury odkształcenia od 0 do 300°C odporność na odkształcenie nieznacznie wzrasta, a następnie spada z 760 do 10 MN/m2 przy 1200 °C, czyli spada prawie 76 razy. Natomiast plastyczność tej stali, wraz ze wzrostem temperatury od 0 do 300 ° C, najpierw spada, następnie gwałtownie wzrasta do temperatury 800 ° C, a następnie nieznacznie spada i ponownie przy dalszym wzroście temperatury. wzrasta. Zjawisko zmniejszonej plastyczności w 300°C nazywane jest kruchością niebieską, a w 800°C kruchością czerwoną. Kruchość niebieską tłumaczy się wytrącaniem się najmniejszych cząstek węglików wzdłuż płaszczyzn ślizgowych, które zwiększają odporność na odkształcenia i zmniejszają ciągliwość. Pojawia się czerwona kruchość z powodu tworzenia się w metalu układu wielofazowego o zmniejszonej plastyczności. Ten stan jest charakterystyczny dla niepełnej obróbki na gorąco. W temperaturach kruchości niebieskiej i kruchości czerwonej szczególnie niepożądane jest odkształcanie stali, ponieważ podczas kucia w elemencie mogą powstawać pęknięcia, a w rezultacie wady produktu.
Różne metale i stopy są poddawane obróbce ciśnieniem w dobrze określonym zakresie temperatur W \u003d T b ~ T l, gdzie T in i T n są odpowiednio górną i dolną granicą temperatury dla obróbki ciśnieniowej metalu.
Odkształcenie metalu w temperaturze poniżej Tn spowodowane spadkiem ciągliwości może prowadzić do jego zniszczenia. Podgrzanie metalu powyżej temperatury T w prowadzi do defektów w strukturze metalu, pogorszenia jego właściwości mechanicznych i ciągliwości. Zakresy temperatur obróbki ciśnieniowej dla różnych metali są różne, ale ich wspólną cechą jest to, że metale mają największą plastyczność w temperaturach przekraczających temperaturę rekrystalizacji.
Wpływ stopnia i szybkości deformacji. Stopień i szybkość odkształcenia mają złożony wpływ na ciągliwość i odporność metalu na odkształcenia. Co więcej, wpływ ten zależy zarówno od ich wartości, jak i od stanu, w jakim metal jest odkształcony - na gorąco lub na zimno.
Stopień i szybkość odkształcenia wywierają jednocześnie na metal działanie wzmacniające i zmiękczające. Tak więc, wraz ze wzrostem stopnia odkształcenia, z jednej strony wzrasta hartowanie metalu, a w konsekwencji wzrasta również jego odporność na odkształcenia. Ale z drugiej strony wzrost stopnia odkształcenia, intensyfikujący proces rekrystalizacji, prowadzi do zmiękczenia metalu i zmniejszenia jego odporności na odkształcenia. Jeśli chodzi o szybkość odkształcania, wraz z jej wzrostem skraca się czas procesu rekrystalizacji, a co za tym idzie, wzrasta utwardzenie. Jednak wraz ze wzrostem szybkości odkształcenia ilość ciepła uwalnianego w metalu w momencie odkształcenia wzrasta, co nie ma czasu na rozproszenie środowisko i powoduje dodatkowe nagrzewanie metalu. Wzrostowi temperatury towarzyszy spadek odporności metalu na odkształcenia.
W większości przypadków ręcznie kuty metal odkształca się w stanie rozgrzanym, a wzrost stopnia i szybkości odkształcenia prowadzi do spadku ciągliwości i wzrostu odporności na odkształcenia.
Wpływ schematu stanów naprężeń. Wzór stanu naprężenia ma znaczący wpływ na ciągliwość, odporność na odkształcenia i całkowitą siłę formowania.
Im wyższe naprężenia rozciągające w metalu odkształcalnym, tym bardziej spada jego ciągliwość i tym bardziej prawdopodobne jest pojawienie się w nim pęknięć. Dlatego należy dążyć do takiej obróbki metalu, aby powstawały w nim naprężenia ściskające i nie było naprężeń rozciągających.
Tak więc metal ma najniższą plastyczność w warunkach odkształcenia zgodnie ze schematem napięcia liniowego (patrz ryc. 2.6, / i 2.7, a) i najwyższą - zgodnie z wszechstronnym nierównomiernym schematem ściskania (patrz ryc. 2.6, iii i 2.11,a). Doświadczalnie ustalono, że stopy nieplastyczne w warunkach jednoosiowego rozciągania są dobrze odkształcane w warunkach równomiernego nierównomiernego ściskania. Na przykład żeliwo podczas rozciągania lub otwartego spęczania (patrz ryc. 2.5) praktycznie nie odkształca się, podczas gdy może podlegać znacznym odkształceniom przez wytłaczanie z siłą P i przeciwciśnieniem P p p zgodnie ze schematem pokazanym na ryc. 2.11 , a.

Znajomość schematów stanów stresu jest świetna wartość praktyczna. Podczas kucia stali wysokostopowych na matrycach płaskich (patrz rys. 2.5) na beczkowatej powierzchni przedmiotu obrabianego mogą pojawić się pęknięcia. Tłumaczy się to tym, że w tej strefie stan naprężenia metalu charakteryzuje się obecnością naprężeń rozciągających o 3 . Jeśli ten przedmiot jest zdenerwowany w trzpieniu (ryc. 2.11, b) lub kuty w wykrojonych matrycach (ryc. 2.11, c), wówczas schemat stanu naprężenia metalu będzie odpowiadał wszechstronnemu schematowi kompresji, a zatem pęknięciu formacji można uniknąć.
W nowoczesnej produkcji kucia i tłoczenia półfabrykaty części z niektórych stopów żaroodpornych uzyskuje się tylko przez wytłaczanie, ponieważ przy innych metodach (spęczanie, zginanie, tłoczenie otwarte) obserwuje się niszczenie stopu.
1. Skład chemiczny
Czyste metale mają najwyższą ciągliwość, najniższą - związki chemiczne(większa odporność na ruch dyslokacyjny).
Dodatki stopowe Cr, Ni, W, Co, Mo - zwiększają plastyczność; C, Si - zmniejszają ciągliwość.
2. Mikro-, makrostruktura
Wraz ze spadkiem wielkości ziarna wzrasta plastyczność (superplastyczność). Niejednorodność ziaren zmniejsza plastyczność.
3. Skład fazowy
Największą plastyczność ma metal o jednorodnej strukturze. różne fazy, które mają niespójne sieci, utrudniają ruch dyslokacji i zmniejszają plastyczność.
Ponadto odkształcają się w różny sposób, co przyczynia się do powstawania pęknięć.
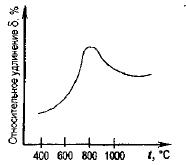
Spadek plastyczności w temperaturach powyżej 800°C związany jest z powstawaniem drugiej fazy - ferrytu resztkowego. Wzrost plastyczności w temperaturach powyżej 1000°C wskazuje na gwałtowny spadek odporności metalu na odkształcenia.
4. Szybkość odkształcenia
Konieczne jest rozróżnienie między prędkością ruchu narzędzia lub prędkością deformacji (V, m / s) a prędkością deformacji - zmianą stopnia deformacji w jednostce czasu (u lub ε, s-1 ),
gdzie L jest długością podstawy próbki poddanej rozciąganiu; Δl - bezwzględne wydłużenie próbki Δl=l-L; t - czas; V to prędkość narzędzia; H, h - wysokość ciała odpowiednio przed i po deformacji; Ah - redukcja bezwzględna Δh = H-h; R jest promieniem pracujących rolek tocznych.
Wraz ze wzrostem szybkości odkształcania maleje plastyczność., bo nie może się ruszyć właściwy numer dyslokacje.
Wzrost plastyczności przy dużych szybkościach odkształcania tłumaczy się wzrostem temperatury metalu.
5. Środowisko. Niektóre surfaktanty zwiększają plastyczność metalu (kwas oleinowy) - ułatwiają ścinanie plastyczne, inne - przyczyniają się do kruchego pękania (nafta).
Dlatego należy zwrócić należytą uwagę na smary.

Walcowanie w próżni lub średnio gazy obojętne pierwiastki ziem rzadkich (Nb, Mo, Te) nie pozwalają na tworzenie się warstewki tlenkowej, która jest bardzo delikatna. Podczas walcowania w próżni gaz dyfunduje na zewnątrz i metal staje się plastyczny. W USA powstały sklepy z atmosferą ochronną. W mieście Chirchik (Tadżykistan) walcownia działa w zakładzie metalurgicznym z uszczelnionymi zespołami walców, w których wytwarzana jest próżnia.
6. Ułamkowa część odkształcenia
Wzrost rozdrobnienia odkształceń prowadzi do wzrostu plastyczności gatunków stali stopowych.

Walcowanie na młynie planetarnym, ze względu na wysoki stopień odkształcenia, pozwala na uzyskanie 98% stopnia odkształcenia. Odkształcenie ułamkowe pomaga zmniejszyć niejednorodność konstrukcji metalowej, ułatwia rotację ziaren. Podczas przeładunku zmniejszają się naprężenia szczątkowe między ziarnem a strefami brzegowymi,
7. Mechaniczny schemat deformacji
Najkorzystniejszym schematem odkształcenia plastycznego jest schemat trójstronnego nierównomiernego ściskania. Przy innych warunkach, zmniejszenie naprężenia rozciągającego ma korzystny wpływ na właściwości plastyczne metalu.
W przejściu od odkształcenia zgodnie ze schematem jednoosiowego naprężenia do odkształcenia zgodnie ze schematem trójstronnego ściskania, teoretycznie możliwe jest 2,5-krotne zwiększenie plastyczności metalu.
W klasycznych doświadczeniach Karmana z prasowaniem marmuru i piaskowca uzyskano wartość 68% stopnia odkształcenia marmuru bez zniszczenia pod wpływem wysokiego ciśnienia hydrostatycznego.
ciśnienie hydrostatyczne
![]()
gdzie σ1, σ2, σ3 są głównymi naprężeniami ściskającymi.
Odkształcenie plastyczne występuje z powodu różnicy naprężeń głównych σ1 ~ σ3 = σt.
Podczas walcowania kruchych stopów odlewniczych, w celu zmniejszenia naprężeń rozciągających na krawędziach, stosuje się tzw. „płaszcz” (przed walcowaniem przedmiot obrabiany jest owinięty płaszczem z bardzo ciągliwego metalu). W tym przypadku w powłoce powstają naprężenia rozciągające, a metal odkształcalny podlega naprężeniom ściskającym, które zapobiegają pękaniu.

Obiecującym kierunkiem jest zastosowanie hydroekstruzji - wytworzenia kompleksowego nierównomiernego nacisku ściskającego w odkształcalnym metalu pod wpływem cieczy (o czym będzie mowa w dalszej części).
W rzeczywistych procesach zawsze występuje nierównomierność odkształcenia (pomiędzy ziarnami, pomiędzy poszczególnymi obszarami lokalnymi), co powoduje nierównomierność odkształcenia.
8. Współczynnik skali
Im większa objętość korpusu, tym mniejsze są jego właściwości plastyczne, przy czym wszystkie inne czynniki są takie same, należy wziąć pod uwagę przy opracowywaniu procesów MMD i przy projektowaniu sprzętu.

05.04.2019
Winogrona to jagody krótkoterminowy składowanie. Nawet w lodówce bardzo szybko staje się ospały, traci swój normalny wygląd. Możesz oczywiście zamrozić go w ...
05.04.2019
Doświadczony specjalista firmy świadczącej usługi w zakresie montażu, naprawy i...
05.04.2019
Kocioł gazowy to urządzenie, za jego pomocą uzyskuje się energię cieplną, która jest wymagana do normalnego ogrzewania pomieszczenia. Jednostki te często...
05.04.2019
Na terenie przedsiębiorstwa metalurgicznego w Taszkencie zaczęli sprowadzać główny sprzęt technologiczny. Grupa firm MetProm działała jako dostawca w...
05.04.2019
Od pierwszego dnia pojawienia się pożyczek zabezpieczonych pożyczkobiorcy mają możliwość zaciągnięcia znacznych kwot pieniędzy na najlepsze warunki niż w przypadku rejestracji...
05.04.2019
Dziś każda firma działająca w branży chemicznej wykorzystuje specjalny sprzęt do wykonywania różnych procedur, gdzie różne ...
05.04.2019
Znana korporacja z Kanady First Quantum Minerals, która zimą tego roku przekazała kopalnię do wydobycia surowców miedziowych Cobre Panama na terenie...
05.04.2019
VVGNG-LS to kabel zasilający, który dostarcza energię elektryczną do stacjonarnych (w ramach różnego rodzaju budynków), jak również mobilnych (w warunkach placu budowy) ...
Plastikowy - zdolność metalu do postrzegania szczątkowej deformacji bez zniszczenia.
Czasami błędnie identyfikuje się wysoką ciągliwość i niską odporność na odkształcenia. Plastyczność i odporność na odkształcenia to różne cechy ciał stałych, które nie są od siebie zależne.
Zdolność do plastycznej zmiany kształtu jest nieodłączna we wszystkich bryłach, ale w niektórych z nich jest znikoma i objawia się tylko podczas deformacji w specjalnych warunkach.
Czynniki wpływające na plastyczność:
1. Charakter substancji: czyste metale mają dobrą plastyczność, a zanieczyszczenia tworzące z metalem roztwory stałe zmniejszają plastyczność mniej niż te, które w nim nie rozpuszczają się. Szczególnie zauważalnie zmniejsza plastyczność zanieczyszczeń, które wytrącają się podczas krystalizacji wzdłuż granic ziaren;
2. Hartowanie: ze względu na zjawisko samoutwardzania, które towarzyszy utwardzaniu, zmniejsza się plastyczność metalu;
3. Temperatura: wzrost temperatury metalu prowadzi do wzrostu ciągliwości. Bardzo niskie temperatury metal staje się kruchy. Istnieją różne przedziały temperatur dla różnych metali. W stali węglowej zauważalny jest spadek ciągliwości w temperaturach , zwanych niebieska kruchość. Zjawisko to tłumaczy się uwalnianiem najmniejszych cząstek węglików wzdłuż płaszczyzn poślizgu.
Przy niewystarczającej zawartości manganu w stali niskowęglowej nazywa się gwałtownym spadkiem ciągliwości w temperaturze c czerwona kruchość. Zjawisko to występuje na skutek topnienia eutektyki FeS znajdującej się wzdłuż granic ziaren.
Prowadzi do gwałtownego spadku właściwości plastycznych wypalić się - wada powstała w wyniku długiej ekspozycji metalu w strefie wysokie temperatury zbliżona do temperatury topnienia, której towarzyszy utlenianie powierzchni ziarna, osłabienie wiązań międzykrystalicznych. Wypalenie jest wadą nie do naprawienia.
Spadek plastyczności obserwuje się również przy przegrzanie - defekt powstały w wyniku utrzymywania metalu w strefie wysokiej temperatury, któremu towarzyszy nadmierne rozdrabnianie ziaren w rejonie przemian fazowych. Przegrzanie jest defektem usuwalnym i jest rozwiązywane przez późniejszą obróbkę cieplną;
4. Szybkość deformacji: w obróbce metali na gorąco, ze względu na opóźnienie procesu rekrystalizacji z powodu umocnienia przez zgniot, wzrost prędkości zmniejsza plastyczność. Podczas obróbki na zimno wzrost szybkości odkształcenia może zwiększyć ciągliwość z powodu ogrzewania metalu przez uwalniane ciepło;
5. Charakter stanu stresu: Zgodnie z poglądami panującymi w teorii obróbki plastycznej metali odkształcenie plastyczne następuje pod wpływem naprężeń ścinających, a pękanie kruche jest powodowane przez normalne naprężenia rozciągające. Wpływ stanu naprężenia na plastyczność można oszacować z wartości ciśnienia hydrostatycznego: 
Jeśli ciśnienie hydrostatyczne wzrasta, to plastyczność wzrasta, jeśli maleje, to plastyczność maleje. Doświadczenie pokazuje, że zmieniając stan stresu, wszystko jest możliwe ciała stałe uważany za plastyczny lub kruchy, dlatego plastyczność nie jest uważana za właściwość, ale za stan materii;
^Czynniki wpływające na ciągliwość metalu
Plastyczność zależy od charakteru substancji (jej skład chemiczny i struktury strukturalnej), temperatury, szybkości odkształcenia, stopnia utwardzenia i warunków naprężeń w momencie odkształcenia.
^ Wpływ naturalnych właściwości metalu. Plastyczność jest bezpośrednio zależna od składu chemicznego materiału. Wraz ze wzrostem zawartości węgla w stali spada ciągliwość. Pierwiastki tworzące stop jako zanieczyszczenia mają duży wpływ. Cyna, antymon, ołów, siarka nie rozpuszczają się w metalu i znajdujące się wzdłuż granic ziaren osłabiają wiązania między nimi. Temperatura topnienia tych elementów jest niska, po podgrzaniu do odkształcenia na gorąco topią się, co prowadzi do utraty ciągliwości. Zanieczyszczenia substytucyjne zmniejszają plastyczność mniej niż zanieczyszczenia śródmiąższowe.
Plastyczność zależy od stanu strukturalnego metalu, zwłaszcza podczas odkształcania na gorąco. Niejednorodność mikrostruktury zmniejsza plastyczność. Stopy jednofazowe, ceteris paribus, są zawsze bardziej plastyczne niż dwufazowe. Fazy nie są takie same właściwości mechaniczne, a odkształcenie jest nierównomierne. Metale drobnoziarniste są bardziej plastyczne niż gruboziarniste. Metal wlewków jest mniej plastyczny niż metal walcowanego lub kutego kęsa, ponieważ odlewana struktura ma ostrą niejednorodność ziaren, wtrąceń i innych wad.
^ Efekt temperatury . W bardzo niskich temperaturach, bliskich zeru bezwzględnego, wszystkie metale są kruche. Przy wytwarzaniu konstrukcji pracujących w niskich temperaturach należy wziąć pod uwagę niską ciągliwość.
Wraz ze wzrostem temperatury wzrasta ciągliwość stali nisko- i średniowęglowych. Wyjaśnia to fakt, że naruszenia granic ziarna są korygowane. Ale wzrost plastyczności nie jest monotonny. W przedziałach określonych temperatur obserwuje się „zaburzenie” plastyczności. Tak więc w przypadku czystego żelaza kruchość występuje w temperaturze 900-1000 ° C. Wynika to z przemian fazowych w metalu. Nazywa się spadek plastyczności w temperaturze 300-400 ° C niebieska kruchość, w temperaturze 850-1000 ok. C - czerwona kruchość.
Stale wysokostopowe mają większą ciągliwość na zimno . W przypadku stali na łożyska kulkowe ciągliwość jest praktycznie niezależna od temperatury. Poszczególne stopy mogą charakteryzować się podwyższoną ciągliwością .
Gdy temperatura zbliża się do temperatury topnienia, ciągliwość gwałtownie spada z powodu przegrzania i przepalenia. Przegrzanie wyraża się nadmiernym rozrostem ziaren wstępnie zdeformowanego metalu. Przegrzanie jest korygowane przez podgrzanie do określonej temperatury, a następnie szybkie schłodzenie. Burnout to niepoprawne małżeństwo. Polega na utlenianiu granic dużych ziaren. W tym przypadku metal jest kruchy.
^ Wpływ umocnienia zgniotowego i szybkości odkształcenia . Hartowanie zmniejsza ciągliwość metali.
Wpływ szybkości odkształcenia na plastyczność jest dwojaki. Podczas pracy na gorąco pod ciśnieniem wzrost prędkości prowadzi do spadku plastyczności, ponieważ. utwardzanie wyprzedza rekrystalizację. Podczas obróbki na zimno wzrost szybkości odkształcenia najczęściej zwiększa ciągliwość na skutek nagrzewania się metalu.
^ Wpływ charakteru stanu naprężenia. Charakter stanu stresu ma duży wpływ dla plastyczności. Wzrost roli naprężeń ściskających w ogólny schemat stan zestresowany zwiększa plastyczność. W warunkach silnej kompresji na całym obwodzie możliwe jest odkształcenie nawet bardzo kruchych materiałów. Schemat wszechstronnego ściskania jest najkorzystniejszy dla przejawów właściwości plastycznych, ponieważ w tym przypadku utrudnione jest odkształcenie międzykrystaliczne, a wszelkie odkształcenia przebiegają z powodu odkształcenia wewnątrzziarnistego. Wzrost roli naprężeń rozciągających prowadzi do spadku plastyczności. W warunkach rozciągania dookoła z niewielką różnicą naprężeń głównych, gdy naprężenia ścinające są małe dla początku odkształcenia plastycznego, nawet większość materiałów plastycznych ulega pęknięciu kruchym.
Plastyczność można ocenić za pomocą . Jeśli  wzrasta, plastyczność również wzrasta i na odwrót. Doświadczenie pokazuje, że poprzez zmianę stanu naprężenia możliwe jest uczynienie wszystkich ciał stałych plastycznymi lub kruchymi. Więc plastyczność jest uważana nie za właściwość, ale za szczególny stan materii.
wzrasta, plastyczność również wzrasta i na odwrót. Doświadczenie pokazuje, że poprzez zmianę stanu naprężenia możliwe jest uczynienie wszystkich ciał stałych plastycznymi lub kruchymi. Więc plastyczność jest uważana nie za właściwość, ale za szczególny stan materii.
^
Warunek plastyczności
Warunek plastyczności dla stanu naprężenia liniowego
Warunek plastyczności jest warunkiem przejścia odkształcenia sprężystego w plastyczny, tj. określa punkt przegięcia na wykresie rozciąganie-ściskanie.
W stanie naprężenia liniowego, na przykład, gdy próbka jest rozciągana, odkształcenie plastyczne rozpoczyna się, gdy naprężenie normalne osiąga granicę plastyczności. Oznacza to, że dla stanu naprężenia liniowego warunek plastyczności ma postać:  .
.
Uwaga: w trakcie deformacji  zmiany. Dlatego w teorii plastyczności zamiast pojęcia „naprężenia plastycznego” stosuje się pojęcie „odporności na odkształcenia”, tj. siła właściwa, która wprowadza próbkę w stan plastyczny w procesie równomiernego naprężenia liniowego w danej temperaturze, przy danej szybkości i stopniu odkształcenia.
zmiany. Dlatego w teorii plastyczności zamiast pojęcia „naprężenia plastycznego” stosuje się pojęcie „odporności na odkształcenia”, tj. siła właściwa, która wprowadza próbkę w stan plastyczny w procesie równomiernego naprężenia liniowego w danej temperaturze, przy danej szybkości i stopniu odkształcenia.
W stanie naprężenia objętościowego musi również istnieć pewien stosunek między odpornością na odkształcenie  oraz główne naprężenia normalne dla początku odkształcenia plastycznego.
oraz główne naprężenia normalne dla początku odkształcenia plastycznego.
^
Warunek stałości maksymalnego naprężenia ścinającego (warunek plastyczności Saint-Venanta)
Na podstawie danych eksperymentalnych firma Tresca stwierdziła, że dla wystąpienia odkształcenia plastycznego maksymalne naprężenie ścinające musi osiągnąć określoną, stałą wartość dla danego metalu. Na podstawie tych eksperymentów Saint-Venant wyprowadził warunek plastyczności. Odkrył, że odkształcenie plastyczne następuje, gdy maksymalne naprężenie ścinające osiąga wartość połowa granica plastyczności, tj.  . Ale
. Ale  . Stąd otrzymujemy
. Stąd otrzymujemy  .
.
Zatem warunek plastyczności Święty Venant wygląda jak:
Odkształcenie plastyczne występuje, gdy maksymalna różnica między głównymi naprężeniami normalnymi osiąga wartość odporności na odkształcenie, tj. 
W dowolnych osiach równanie plastyczności ma postać:
Eksperymentalna weryfikacja tego prawa wykazała rozbieżność między teorią a praktyką na poziomie 0-16%. Dzieje się tak, ponieważ równanie nie uwzględnia wpływu średniego naprężenia głównego  .
.
^
Warunek plastyczności energetycznej (warunek plastyczności Hubera-Misesa-Genki)
Zgodnie z warunkiem plastyczności Saint-Venanta przejście ciała ze stanu sprężystego do plastycznego nie zależy od naprężenia średniego. M. Huber, Z. Mises i G. Genki zaproponowali nowy warunek plastyczności:
Odkształcenie plastyczne występuje, gdy intensywność naprężeń osiąga wartość równą granicy plastyczności w stanie naprężenia liniowego, tj. 
Po podstawieniu wzoru na intensywność naprężeń otrzymujemy
Lub w głównych stresach
Biorąc pod uwagę, że w stanie naprężenia liniowego  , dostajemy
, dostajemy  .
.
Ten stan plastyczności nazywany jest również stanem stałości natężenia naprężeń lub stanem stałości natężenia naprężeń stycznych lub stanem stałości naprężeń oktaedrycznych.
Warunek plastyczności Hubera-Misesa-Genki nazywany jest warunkiem plastyczności energetycznej, ponieważ wyprowadzono ją z warunku energetycznego: odkształcenie plastyczne występuje, gdy energia potencjalna dosięgnie elastyczna deformacja, mająca na celu zmianę kształtu ciała pewna wartość niezależnie od schematu stanu stresu.
Z warunku plastyczności wynika, że warunek przejścia od odkształcenia sprężystego do plastycznego nie zależy od bezwzględnej wartości naprężeń głównych, a jedynie od ich różnicy. Zwiększenie lub zmniejszenie naprężeń głównych o tę samą wartość nie zmienia warunków wystąpienia odkształcenia plastycznego, tj. przejście ze stanu sprężystego do plastycznego nie zależy od tensora sferycznego, a jedynie od dewiatora naprężeń.
Do dalszych przekształceń wprowadzamy wielkość bezwymiarową - tensor naprężeń kierujących:  , wyrażamy
, wyrażamy  poprzez
poprzez  :
:  i podstaw do równania plastyczności:
i podstaw do równania plastyczności:
Po przekształceniach otrzymujemy: 
O  wyznaczyć
wyznaczyć  , to równanie plastyczności przyjmie postać:
, to równanie plastyczności przyjmie postać: 
Współczynnik  nosi nazwę współczynnik Lode od nazwiska naukowca,
nosi nazwę współczynnik Lode od nazwiska naukowca,
Doświadczalnie zweryfikowano równanie plastyczności.
O ile  możliwe są następujące skrajne przypadki:
możliwe są następujące skrajne przypadki:
 , następnie
, następnie  oraz
oraz  ;
;
 , następnie
, następnie  oraz ;
oraz ;
 , następnie
, następnie  oraz
oraz  ;
;
tych. współczynnik Lode przyjmuje wartości od 1 do 1,15. W przypadku, gdy równanie plastyczności przyjmuje postać  , tj. pokrywa się z warunkiem plastyczności Saint-Venanta. W przypadku, gdy
, tj. pokrywa się z warunkiem plastyczności Saint-Venanta. W przypadku, gdy  , rozbieżność między warunkami plastyczności jest wartością maksymalną (około 16%).
, rozbieżność między warunkami plastyczności jest wartością maksymalną (około 16%).